



Features:
- Valve body constructed from 6061-T6 aluminum.
- Blade & material contact areas constructed from 304 stainless steel.
- Electropolished blade.
- Seals constructed from PET & UHMW polymers. Seals are “live loaded” with compressed silicone rubber backing.
- CAM-adjustable rollers constructed from nylon.
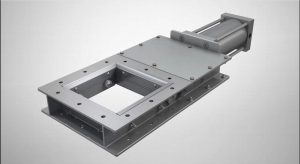
- Standard perforated bonnet covers are replaced by solid bonnet covers. Gates’ bonnet covers are constructed from aluminum.
- A 1/4″ (6.35 mm) purge tap was added to the upper bonnet cover of each gate, to be used in conjunction with an air purge assembly. When handling fine materials, an “air purged bonnet” prevents materials from building up in the gate’s body.
- Gates are actuated using double-acting air cylinders. Each air cylinder features an undersized 3.5 in. (89 mm) bore. This modification was made so that the valve would fit into the client’s pre-existing footprint, where space was limited.
Results:
As the gate’s hard polymer seals experience frictional wear from many cycles over time, the rubber load seals continuously force the polymer seals against the sliding blade. The “live load” allows the gate to self-maintain its dust-tight seal without frequent maintenance intervention.
On each opening stroke, the Roller Gate’s bonnet seals act as a squeegee to resist materials and dusts from migrating into the bonnet area. This forces any materials remaining on the blade to fall away into the process line below.
If material dusts become present in the gate’s bonnet, this is an indication that the gate’s bonnet seals have lost their compression load and must be replaced. Along the lateral aspects of the gate are two bonnet seal access doors that are removable using just simple tools. Once the doors are removed, new upper and lower bonnet seals can be driven into the port while the worn seals are simultaneously ejected out the other side.
After many actuations over time, frictional wear between the gate’s sliding blade and the hard polymer seals may also lessen the gate’s sealing effectiveness across the blade. Rather than removing the gate from service to replace its side seals each time, the Roller Gate features CAM-adjustable rollers. Using only simple tools, the rollers can be rotated upward to “lift” the blade back into position and restore the compression between the blade and side seals.
Each of these maintenance processes can be performed while the Roller Gate remains in-line.




